Indu
模切行业常见胶带的应用及说明
每种胶带运用于不同的行业,都有自己的特点和作用,下面就是介绍模切行业的十种胶带应用和说明。 说明:以透明的...
2019-10-16




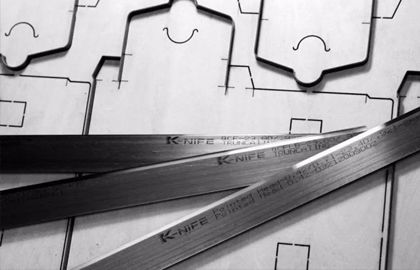
模切不同的产品要用不同的刀片,才可达到最佳效果,刀模、材料、弹力海绵垫这三者的配合也至关重要。我们都知道要模切出高精度,高良率的产品,选择好的模切刀至关重要。一定要以质为前提进行挑选,但对于市场上琳琅满目的品牌,我们模切加工厂商如何选择,如何分辩模切刀的优质和劣质呢?
以下是小编为大家总结的几点有效的建议:
1、精度越高的模切刀质量越好,档次越高
以奥地利Bohler(宝拿)模切刀为例,其精度达±0.02mm,且A、B、C类刀上本身的精度可达±0.007mm,比如长期选用A类刀,那么A类刀的精度可以过到±0.007mm(B类、C类同样),这种做法方便与用户。
只要用户指定购买同类刀,价格并未改变,而可得到精度工差很多时在±0.08mm,而普通补底纸也只有0.05mm厚,公差之大难于用补底纸来补。特别是对于精度要求极高的不干胶模切,这些粗糙的模切根本不合格。
2、不同硬底品种选择,有利于适应不同的需要
有些品牌只有一两个硬度的刀,对于模切较厚的材料根本不能胜任。另一方面,如果只有很硬的刀,对于图案复杂的木模成型又很成问题。或者有时用户勉强使用同一款刀于不同要求的模切生产上,未能达至最佳的效果,所以多品种选择是优质品牌的特色。
3、高矮峰与刀纹的选择
选择优质的模切刀时应注意根据所模切材料的厚薄而选择高峰刀及矮峰刀。高峰刀既可以切薄纸又可以切厚纸,既可以用在单张的自动模切机上,又可以用在同时模切二、三张纸的手摇模切机上,使用范围很广。
但如果用户的产品单一,而且都是薄卡纸,如烟包生产厂,长期模切低于400克厚度的烟盒,那么这里建议选用矮峰刀,因这些厂通常用自动模切机,单张纸模切,速度快,数量大,矮峰刀可满足。对于更长版更耐用的要求,因为矮峰刀的刀锋的刚度比高峰更高,所以承受压力更稳定,耐用性更持久。
4、留意刀锋的横纹处理或直纹处理
横纹处理的刀对于模切纸张效果更佳,更耐用,而稳定性及精度更高,受弯后亦不易开裂。而直纹处理的刀表面好像很锋利,便模切时切在钢板面上,时间不长便很易钝口,同时,受弯后也易于开裂。所以除了模切胶片产品时,选用直纹刀较为顺畅外,模切纸质产品最好是选用横纹处理的模切刀。
5、刀锋的淬火处理
刀模由于刀身软,刀锋硬,通常被称为软刀。软刀中,淬火处理面积的厚薄对耐用性影响很大,淬火面积大,承托刀身传递过来的机械压力能力越大。反之较硬的刀锋与较软的刀身的接触面积较少时,硬的部分会向软的部分凹陷进去,或很易脱落,承托力不足或减至零,即刀的寿命缩短。
当然也不能无限制增加淬火层面积,淬火层面积太多会影响模切刀的弯曲。由于淬火层的重要性,加上淬火层面积越大,刀的造价越高,所以有些无良生产商甚至用涂颜色的方法在刀锋涂上一层墨色,就说是淬火处理,以欺骗用户,作为使用者应该在选择上谨慎,不要被假冒刀瞒骗。


©2018-2019 SHENZHEN ZNJN PRECISION TECHNOLOGY CO., LTD. ALL RIGHTS RESERVED. RECORD NUMBER: Yue ICP NO. 19067507